Bituminous coal has been increasingly used as the main fuel for pulverized coal ( PC )-fired boilers for thermal power plants in Japan, and demand for bituminous coal has also increased worldwide. Consequently, PC-fired boilers are now required to use not only bituminous coal but also low-volatile coals like semianthracite and anthracite. However, low-volatile coal is difficult to burn stably in existing PC-firing boilers. IHI has developed a new burner that can burn low-volatile coal without using assist oil. The aim of the new burner is increasing emissions of volatile components by recirculating high-temperature furnace gas into the burner. This resulted in improved stable combustion
Coal is one of the richest energy sources widely distributed on Earth, and its use will be indispensable in the future to ensure a stable supply of energy by energy mixing. Presently, our country is a prominent importer of coal that largely consists of high-quality bituminous coal. In consideration of the fact, however, that worldwide coal demand will increase due to the rapid economic growth in China and other Asian countries and the production and supply of good-quality coal will decrease in the future, it is considered necessary to accept a wide variety of coal types in addition to bituminous coal.In our country, the coal-fired power plant is positioned as the base of power supply and load adjusting power, and presently, bituminous coal with its superior combustion characteristics is used as the main fuel for power generation, but the use of low-cost fuel to reduce power generating cost is increasingly demanded. On the other hand, the pulverized coal-firing boiler of utility power suppliers strongly requires technology to cope with low-cost coal and oil coke to reduce the unit cost of power generation.But most pulverized coal-firing boilers in Japan are designed on the assumption that good-quality bituminous coal is used. For this reason, it is necessary to solve various problems such as boiler efficiency and environmental load performance in order to use coal with properties largely different from those of the design coal. There are also restrictions in operation such as the necessity of support ignition by means of heavy oil.Despite such technological difficulties, if we can provide low-volatile coal with operability equivalent to that of normal bituminous coal, it will become possible to greatly contribute to the reduction of unit cost of power generation. Under such circumstances, with the target of achieving stable combustion and combustion efficiency of 98.5% or higher for low-volatile coal of volatility of 15% or lower with the burner alone, we developed technology for low-volatile matter solid fuel.
Combustion of low-volatile matter solid fuel through high-temperature gas recirculation
Development test equipment and test fuel properties
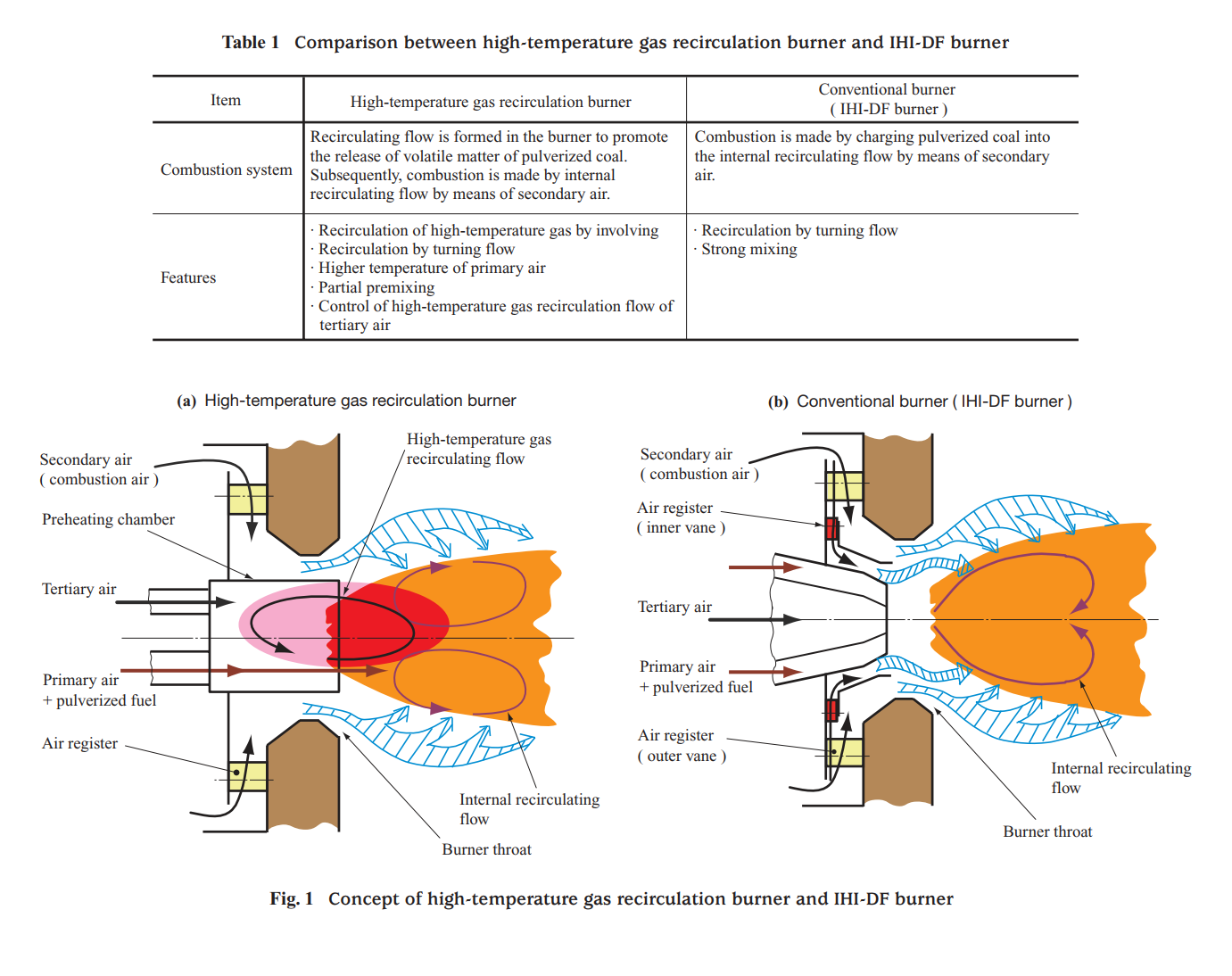
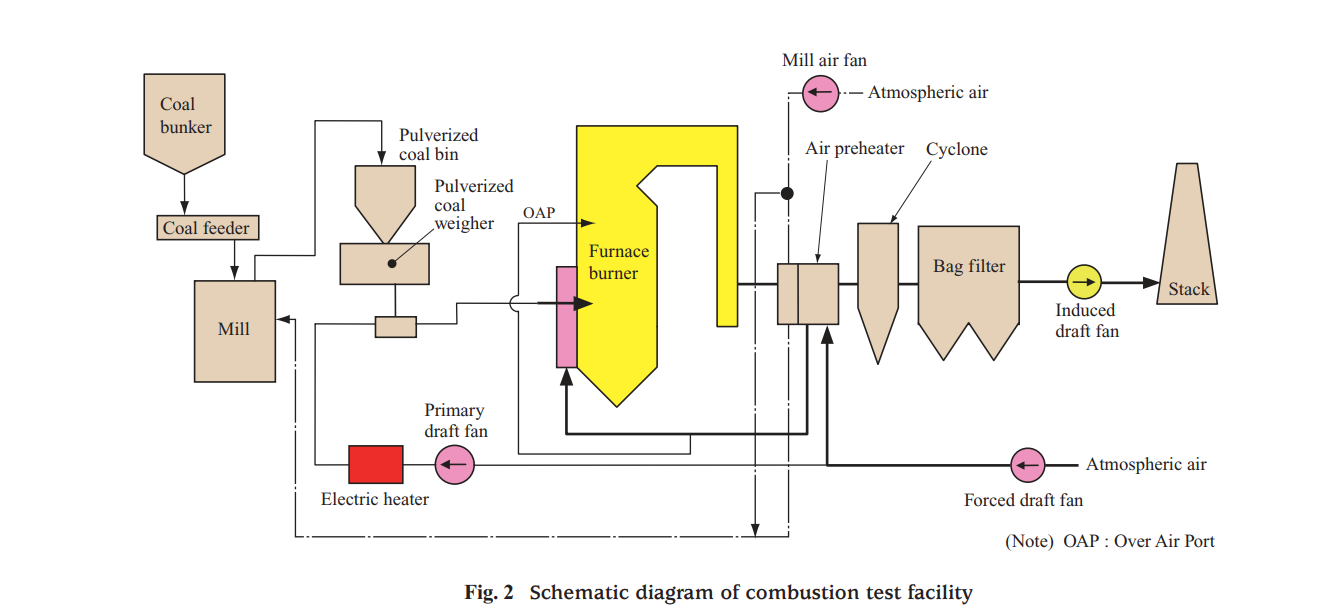
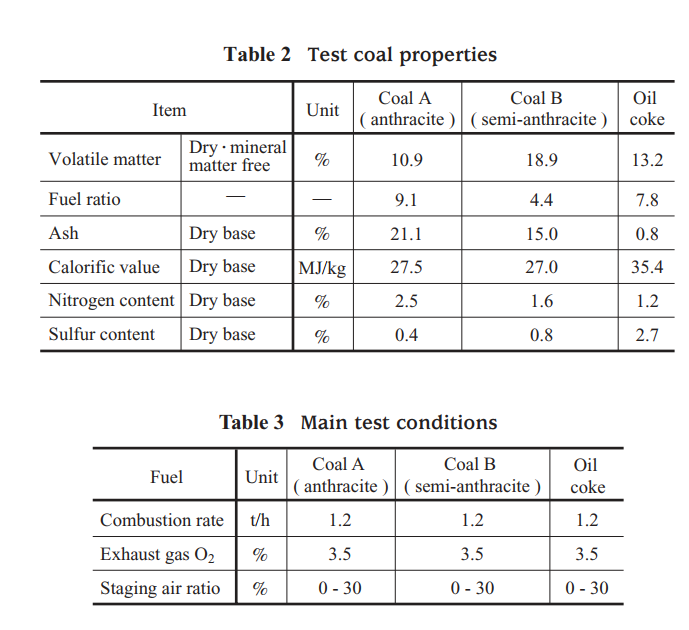
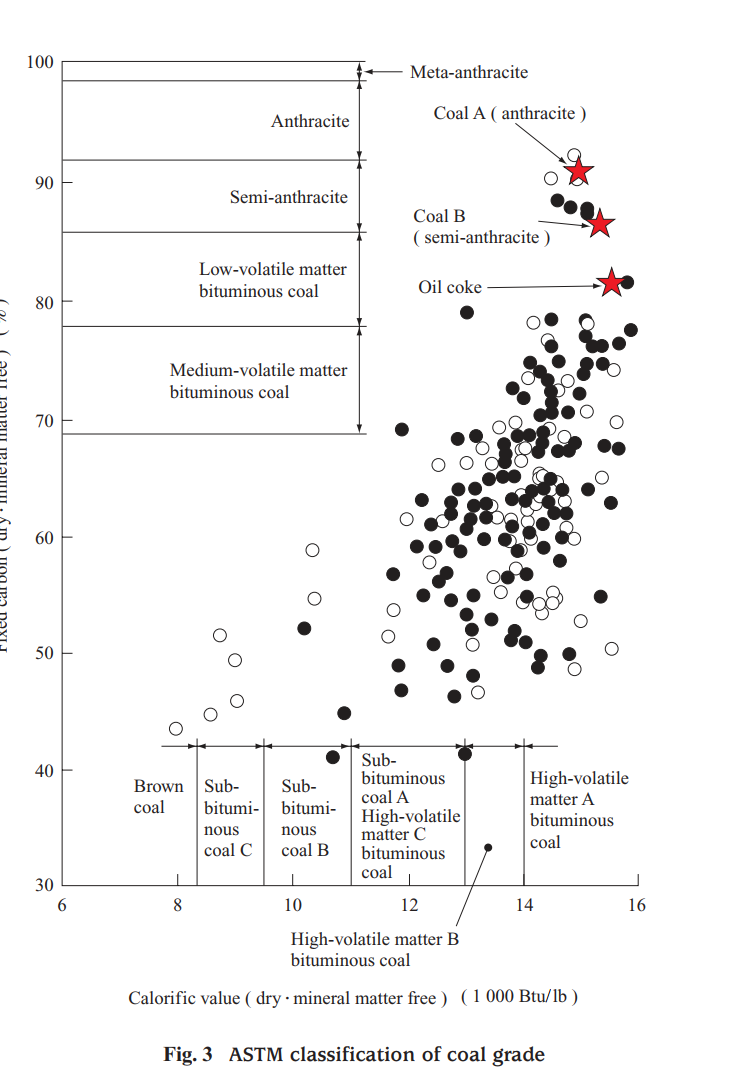
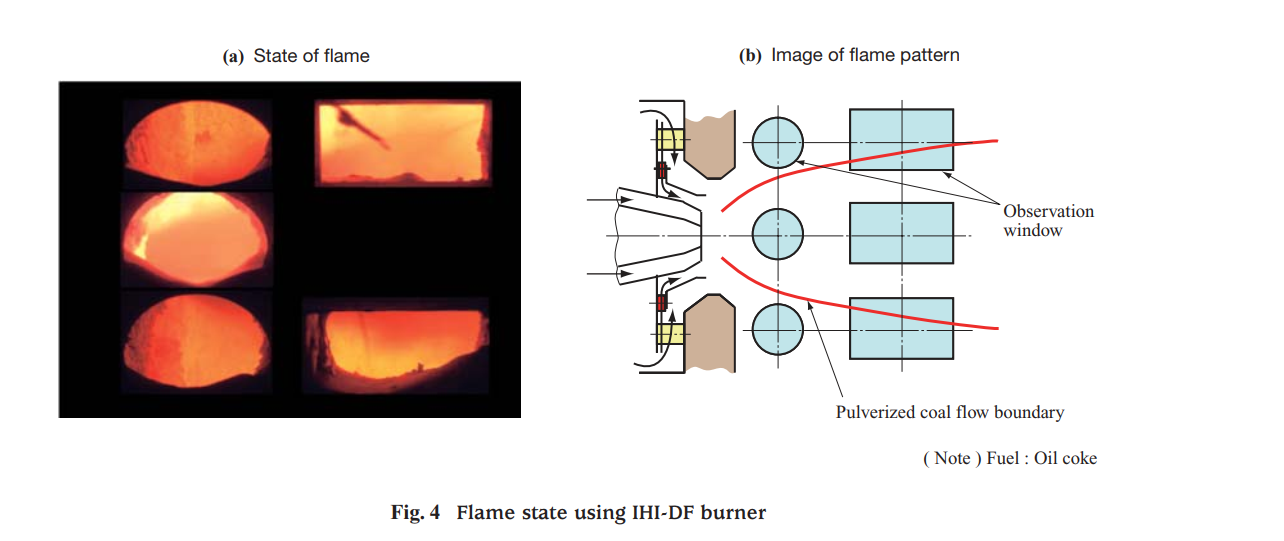
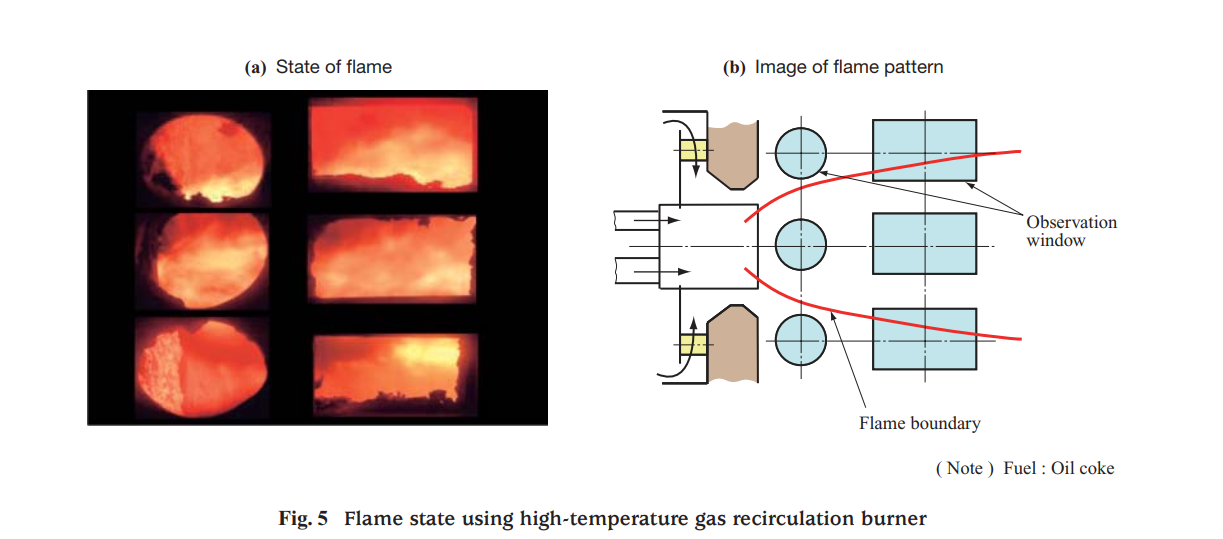
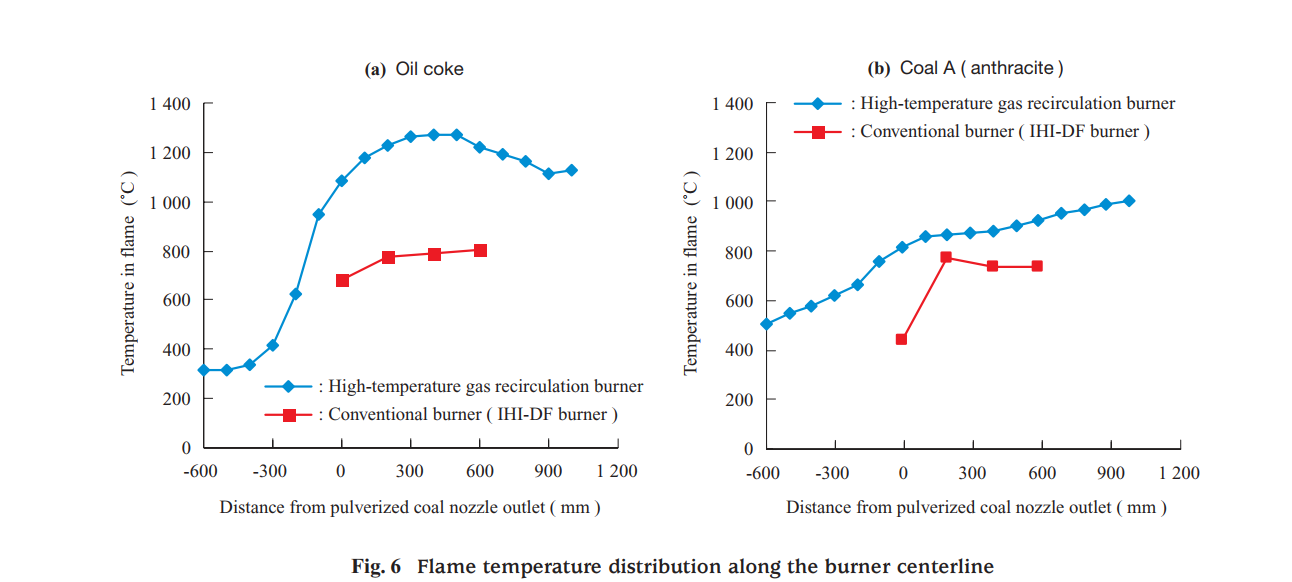
Fig. 4, it is bright locally in the throat outlet and ignition occurs, but it is not a stable combustion. With the hightemperature gas recirculation burner in Fig. 5, it is bright in almost all the areas of the throat outlet, and stable combustion is obtained.Figure 6 shows flame temperature distribution when oil coke ( -(a) ) and coal A ( anthracite ) ( -(b) ) are fired with the high-temperature gas recirculation burner and IHI-DF burner. The measurement was made by inserting thermocouples along the centerline of the burner. The results of both coal A ( anthracite ) and oil coke reveal that the temperature at the nozzle outlet portion of the high-temperature gas recirculation burner is 800˚C or higher, showing more stable ignition than the IHI-DF burner.Figure 7 shows temperature distribution in the furnace measured through the observation window of side wall of the test furnace with a radiation thermometer. Figure7 - (a) shows temperature measurement results when the oil coke is fired. In the case of the high-temperature gas recirculation burner, the temperature very close to the burner throat is about 1 050˚C, and it is about 200˚C higher than about 850˚C for the conventional burner
( IHI-DF burner ). With the high-temperature gas recirculation burner, the temperature rises as it leaves the throat, and it peaks at the position of about 2 000 mm. In combination with the observation inside the furnace, this means that the combustion is completed at the position of about 2 000 mm from the burner.On the other hand, with the IHI-DF burner, temperature rises after 2 000 mm away from the throat, and hightemperature continues to near the furnace wall, and the combustion mainly occurs near the rear wall of the furnace.Figure 7 - (b) shows the measurement results when coal A ( anthracite ) was fired. The anthracite has less volatile content than oil coak and is difficult to burn. For this reason, the temperature distribution with the IHI-DF burner changes from 800˚C to about 900˚C from the burner throat to near the rear wall of the furnace, showing less combustion than the oil coke.With the high-temperature gas recirculation burner, onthe other hand, the temperature is about 1 000˚C near the burner throat as in the case of the oil coke firing, and it is 1 000˚C or higher at all the measurement points. The above results show that with the high-temperature gas recirculation burner stable combustion is achieved even when the anthracite is fired.Figure 8 and Fig. 9 show combustion characteristics of the high-temperature gas recirculation burner. Figure 8 shows the results when coal B ( semi-anthracite )


was fired, showing NOx values ( relative values ) and combustion efficiency against the staging air ratio. Here the NOx relative values are those under test conditions referring to the staging air ratio of 0%. With the boiler, some tens of percentage of combustion air is input through the Over Air Port ( OAP ) installed downstream of the burner with the objective of reducing NOx, and the ratio of air quantity input through the OAP to the total quantity of combustion air is the staging air ratio.As the staging air ratio increased, NOx decreased, and NOx decreased 35% at the staging air ratio of 20%. As the staging air ratio increased, the unburned carbon in fly ash increased and the combustion efficiency decreased, but the target combustion efficiency of 98.5% or more was achieved even at the staging air ratio of 20%. Figure 9 shows the combustion characteristics when oil coke was fired. As in the case of semianthracite firing, NOx decreased as the staging air ratio increased, and NOx decreased about 38% at the staging air ratio 20%. The combustion efficiency at the staging air ratio of 20% also achieved the target of 98.5% or higher.5. ConclusionWith the target of stable combustion and combustion efficiency of 98.5% or higher with the burner alone for low-volatile coal with volatile content of 15% or less, we have developed technology for low-volatile matter solid fuels. As a result, we developed the following technologies.(1) We developed a burner that can fire without support ignition low-volatile fuels with volatile content of about 10% to 20%.(2) We achieved combustion efficiency of 98.5% or higher through combustion of low-volatile fuels with the high-temperature gas recirculation burner.In the future we will introduce this technology for actual boilers, thereby contributing to stable energy supply.